Az áramlási akkumulátorok elektródái általában elektródafilcből és elektródaszövetből készülnek. Az eljárás során az előoxidált szálat textiltechnológiával filcté vagy szövetté alakítják, majd ezt követi a karbonizálás, grafitizálás és aktiválás az elektródák előállításához. Az elektróda anyagának teljesítményét befolyásoló legkritikusabb lépés az aktiválási lépés. A hagyományos aktiválási folyamat oxidációs aktiválással történik, jellemzően levegővel vagy némi vízgőzzel kevert levegővel végzett magas hőmérsékletű hőkezeléssel, hogy a szénszálak felületére különböző aktív funkciós csoportokat (általában hidroxil- és karboxilcsoportokat) oltsanak be, hidrofil hatást érve el. Az oxidatív maratással a szénszálak fajlagos felülete megnő, az aktív helyek megnövekednek, így jól aktiválódó hidrofil elektródaanyagok keletkeznek. Ezt az eljárást az egyszerűség, a kényelem és az alacsony költség jellemzi. Hátránya azonban, hogy nem tudja pontosan szabályozni az oxigéntartalmú funkciós csoportok arányát és mennyiségét. A szénszálakon lévő hidroxil- és karboxilcsoportok kémiai kötései hajlamosak a törésre és deaktiválódásra; az oxidációs aktiválási folyamat oxidált grafit megjelenéséhez vezet a grafitizált szénszálak felületén, ami rossz vezetőképességet eredményez; Az oxidációs aktiválási folyamat következtében a fajlagos felület növekedése rendkívül alacsony, általában nem haladja meg a 2 m²/g-ot, és a reakcióhelyek növekedése viszonylag kicsi.
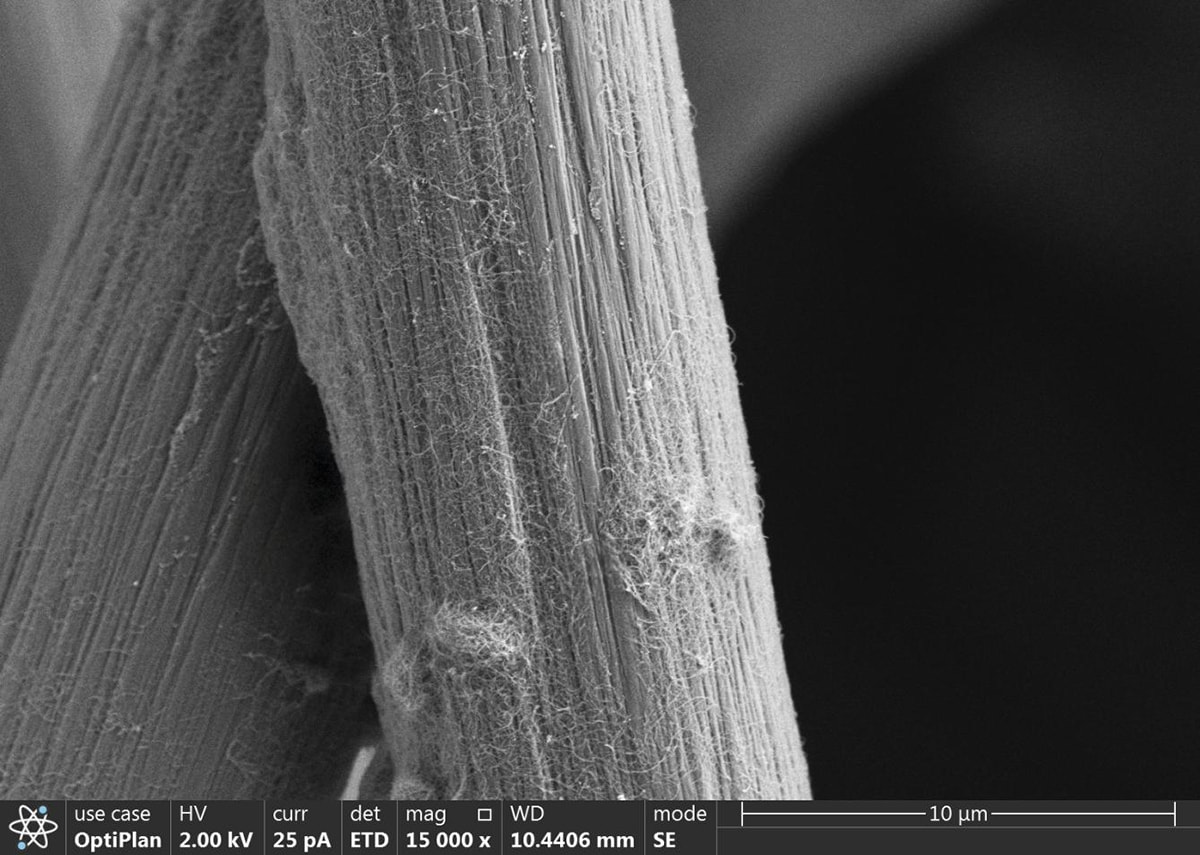
Aktiválási folyamatunk során szén nanocsöveket rakunk le a grafitizált szénszálak felületére folyamatos gőzleválasztási eljárással. A gázáramlás és a nyomásviszonyok szabályozásával a szén nanocsövek egyenletes bevonattal kerülnek a szénszálak felületére (katalizátor hiányában a szén nanocsövek csak megtapadnak és a szénszálakon tudnak növekedni, ami viszont a szén nanocsövek tömör bevonatát eredményezi, amely nem esik le). Ezután nitridálással pirrol és piridin szerkezeteket ojtanak be, hogy meggátolják a hidrogénfejlődési mellékreakciót. Végül több hőmérsékleti zónában oxidációs reakciók mennek végbe, hogy oxigéntartalmú funkciós csoportokat ojtsanak a felületre.
Ennek a folyamatnak a jellemzői a következők:
1. A szén nanocsövek lerakódásával létrejövő kapilláris jelenség fizikai módszerrel éri el a hidrofil hatást, így kevésbé lesz kitéve a dezaktiválásnak;
2. A fajlagos felület nagy, jellemzően ≥10㎡/g, ami 5-10-szerese a hagyományos eljárásoknak;
3. Az oxidációs maratás minimális, és az elektróda belső ellenállása alacsony. Ez az eljárás eltér a hagyományos oxidációs aktiválási módszerektől, amelyek károsítják a szénszálakat. Nem csak, hogy nem károsítja a szénszálakat, de segít a szénszálak vezetőképességének és szilárdságának növelésében is, sőt nagy lerakódással kemény elektródákat is képes előállítani. Általában a 2,5 mm-es elektródák feszültséghatékonysága általában ≥88%, míg a 4,35 mm vastag elektródáé általában ≥87%, ami kiváló teljesítményt mutat. Cégünk rendelkezik Kínában az első folyamatos CVD-gőzleválasztásos kemencével, amelyet a CNT-k in situ növekedésére használnak CVD-gőzleválasztással. Több mint 10 000 cikluson ment keresztül, ≤0,5% ciklusveszteséggel. Az elektróda nemezek és elektródaruhák fajlagos felülete általában 12 µ/g körül van, az elérhető legmagasabb érték pedig 600 µ/g. A CNT-k átmérője 8-10 nm, hossza 100-200 nm.
| Név | Egység | Elektróda kendő | Elektróda filc | Megjegyzések | |||||||
| ① | ② | ③ | ① | ② | ③ | ④ | ⑤ | ||||
| Vastagság | mm | 0,6±5% | 0,8±5% | 0,9±5% | 2,5±7,5% | 4,35±7,5% | 5,0±7,5% | 6,0±7,5% | 7,0±7,5% | Egyéb specifikációk testreszabható szerint vásárlói igények | |
| Modellszám | - | OEPLG-XX4235-7.5 | OEPLG-XX4542-7.5 | OEPLG-XX3543-7.5 | OEPLG-2.57.5 | OEPLG-4.356.5 | OEPLG-5.06.5 | OEPLG-6.06.5 | OEPLG-7.06.5 | ||
| Sűrűség | g/cm³ | 0,3-0,4 | 0,08-0,11 | ||||||||
| Szélesség | m | 1,3-1,5 | 1,42-1,45 | ||||||||
| Megtörő erő | Radiális | N | ≥20 | ≥10 | |||||||
| Zónális | ≥30 | ≥10 | |||||||||
| Termikus vezetőképesség | Függőleges | W/m·k | 5 | 0.28 | |||||||
| Négyzet ellenállás értéke | Ω/口 | 0,12-0,4 | 0,2-0,5 | ||||||||
| Széntartalom | % | ≥99,90 | ≥99,90 | ||||||||
| Folyadék szállítási sebesség | × 100% | 9 | 10 | 11 | 22 | 12 | 14 | 11 | 11 | ||
| Fiber vedlési ráta | % | ≤0,5 | ≤0,5 | ||||||||
| Specifikus felülete | m²/g | 9-15 | 9-15 | ||||||||